







钢铁公司由于受轧机的限制难以生产宽度较大的钢板,而汽车制造对宽板的要求日趋增加,采用激光拼焊法,将冷轧钢板与高强度镀锌钢板进行连接,可以满足生产宽体车的要求。
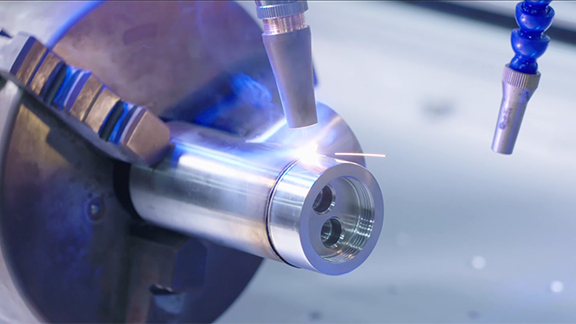
采用PHC-1500型CO2激光器,激光功率为1.5kW,波长为10.6μm,聚焦元件是焦距f为127mm的硒化锌透镜,聚焦前的光東直径为28mm,焦斑直径约为0. 42mm。焊接材料是瑞典高强度镀锌钢板DOGAL 800DP,厚度为1.5mm;冷轧钢板采用Q195低碳钢,冷轧钢板的厚度分别为1. 0mm、1. 5mm、2. 0mm。

焊接接头采用对接,间隙控制在板厚的1/10以内。焊前用丙酮清洗焊接部位。采用自制的焊接夹具固定工件,两工件下表面平齐。采用N2作为保护气和等离子体控制气,同轴气流量为3m3/h,侧吹气体通过一个内径为6mm与焊接平面的夹角在30°左右的圆管供应,气流方向与焊接速度方向相反。激光光束相对试样表面的法线向薄板一侧倾斜5*,被焊接件随工作台移动。冷轧钢板与高强度镀锌钢板激光拼焊的工艺参数见表3.22。





 在线咨询
在线咨询 服务热线
服务热线 官方微信
官方微信 扫一扫
扫一扫 