







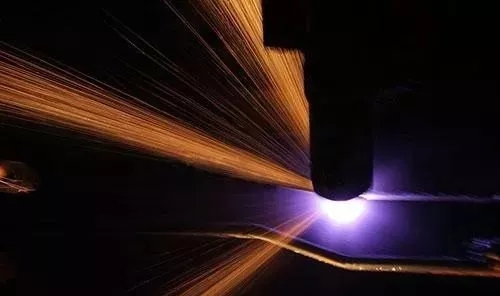
一、激光深熔焊接的原理
激光作用于金属表面,当金属表面上的功率密度达到107W/cm2及以上,这个数量级的人射功率密度可以在极短的时间内使加热区的金属汽化,从而在液态熔池中形成-个小孔,称之为匙孔。光束可以直接进入匙孔内部,通过匙孔的传热,获得较大的焊接熔深。匙孔现象发生在材料熔化和汽化的临界点,气态金属产生的蒸气压力很高,足以克服液态金属的表面张力并把熔融的金属吹向四周,形成匙孔或孔穴。由于激光在匙孔内的多重反射,匙孔几乎可以吸收全部的激光能量,再经内壁以热传导的方式通过熔融金属传到周围固态金属中去。当工件相对于激光束移动时,液态金属在小孔后方流动、逐渐凝固,形成焊缝,这种焊接机制成为深熔焊,是激光焊接中最常用的焊接模式。

与激光热传导焊接相比,激光深熔焊需要更高的激光功率密度,一般需要连续输出的CO2激光器,激光功率为2000~3000W。
采用激光深熔焊时,激光能量是通过小孔吸引而传递给被焊工件的。小孔作为一个黑体,使激光束的能量传到焊缝深部。随着小孔温度升高,孔内金属汽化,金属蒸气的压力使熔化的金属液体沿小孔壁移动,形成焊缝的过程与热传导型的激光焊接明显不同。在热传导型激光焊接时激光能量只被金属表面吸收,通过热传导向材料内部扩散。
二、激光深熔焊的特征及优点、缺点
激光深熔焊具有下述特征。
(1)大的深宽比。因为熔融金属围着圆柱形高温蒸气腔体形成并延伸向工件,焊缝就变得深而窄。
(2)最小热传输。由于聚焦激光束比常规方法具有高的功率密度,导致焊接速度快,热影响区和变形都比较小。
(3)高致密性。充满高温蒸气的小孔有利于焊接熔池搅拌和气体逸出,导致生成无气孔熔透焊缝。焊后高的冷却速度又易使焊缝组织细微化。
(4)强固焊缝。因为灼热热源和对非金属组分的充分吸收,从而降低杂质含量、改变夹杂尺寸和其在熔池中的分布。焊接过程中无须电极或填充焊丝,熔化区受污染少,使焊缝强度、韧性至少相当于甚至超过母体金属。
(5)非接触、大气焊接过程。因为能量来自光子束,与工件无物理接触,因此没有外力施加于工件。另外,磁和空气对激光都无影响。




 在线咨询
在线咨询 服务热线
服务热线 官方微信
官方微信 扫一扫
扫一扫 