







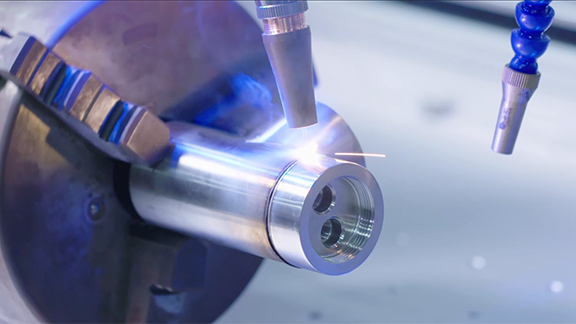
钛合金因其高的强重比而广泛应用于航空、航天工业。它是制造卫星、宇宙飞船、航天飞机和现代飞机中不可缺少的材料。特别是可热处理强化的(a +β)型钛合金,如Ti- 6AI-4V,其力学性能变化范围大,当温度超过400时仍可维持较高的强度和稳定性。因此,其用量很大,几乎占钛合金总用量的一-半。Ti-6Al-4V以往常采用电子束焊,但电子束焊(激光焊和电子束焊接的区别)接必须在真空中进行,而激光焊接可在大气中进行,且焊缝的深宽比远大于1。图3-64所示为不同焊速对钛合金焊缝截面形状的影响。

在激光功率为4.7kW时,焊接Imm板厚的钛合金,最高焊速可达15m/ min。
从图3-64中可看到,在低焊速时,焊缝组织呈粗粒组织结构,随着焊速的增加,焊缝组织呈细化致密的组织结构。
钛合金的激光焊接,氧气的熔人对焊接接头性能有不良的影响,但在焊接时吹氩气保护,则焊缝内氧不会显著变化。经检测证明,激光焊接前Ti-6AI-4V母材中氧的质量分数为0.32%,经激光焊接后为0. 325%,可见焊接前后氧含量变化不大。
Banas等人进行Ti-6A1-2S- 4Zr合金的激光焊接和TIG焊接时,研究了焊缝的拉伸性能和弯曲半径,分析了焊缝区和热影响区组织,用扫描电镜观察了拉伸试样的断口形貌,并分析了焊后热处理工艺对焊接接头强度、最小弯曲半径和焊缝组织的影响。研究结果表明,激光焊接高温钛合金,可获得强度和塑性良好的焊接。
E. Akman等人采用脉冲Nd: YAG激光对Ti-6AI-4V钛合金进行焊接,研究了激光焊接的工艺参数。表3-9列出了Ti-6Al-4V的化学组成。





 在线咨询
在线咨询 服务热线
服务热线 官方微信
官方微信 扫一扫
扫一扫 